專注管材成型設備生產
管材加工成型設備專業制造商
全國服務熱線18796838612
液壓系統管道的主要功能是傳輸負載能量工作介質。管道安裝一般應在連接設備、液壓裝置部件和部件組裝和固定后進行。安裝管道時,應特別注意防振和防漏。所有管道安裝兩次,一般順序為:預安裝耐壓試驗、拆卸、酸洗、正式安裝、循環沖洗、液壓系統。在管道安裝過程中,所選管道應符合設計圖紙的規定,并根據其尺寸、形狀和焊接要求進行加工。
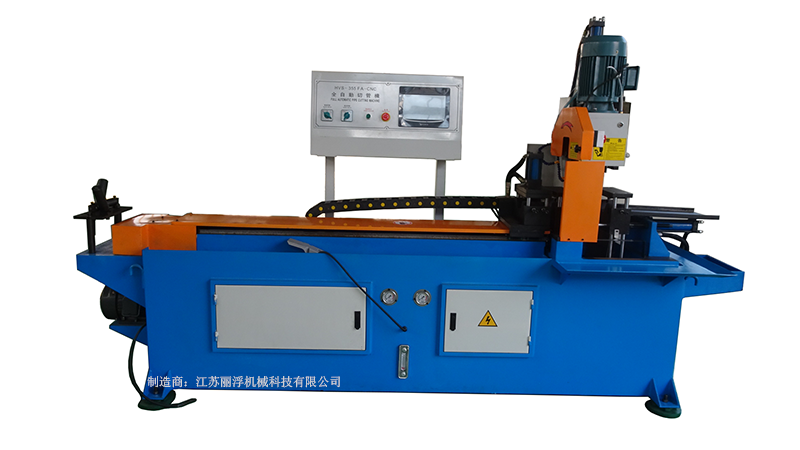
管道加工包括切割、坡口、彎曲、螺紋加工等內容。管道的加工質量對管道系統的參數有很大的影響,并與液壓系統運行的可靠性有關。因此,必須采用科學合理的加工方法,以確保加工質量。下面的大蘭液壓小邊告訴您管道的加工要求。
1.管道的彎曲 最好在機械或液壓彎管機上彎曲管道。在冷狀態下使用彎管機彎曲管道以避免氧化皮膚,影響管道質量。如果沒有冷彎設備(液壓彎管機),也可以采用熱彎法。熱彎時容易變形、管壁變薄、氧化皮。熱彎前,管道內應注入干河砂,管口應用木塞密封,彎曲部分應采用氣焊或高頻感應加熱法加熱。加熱長度取決于管徑和彎曲角度。直徑為28mm管子彎45.60.90.加熱長度分別為60mm、100mm、120mm和160mm,彎曲直徑為34mm、42mm管道的加熱長度分別比上述尺寸增加25~35mm熱彎管應清砂,化學酸洗去除氧化皮。彎曲管應考慮彎曲半徑,避免彎曲半徑過小,導致管道應力集中,降低管道強度。彎曲半徑一般為大二的3倍,彎曲后橢圓率小于8%。
大蘭液壓系統
2.管道切割 原則上采用切割機、鋸床或專用機床等機械方法。嚴禁手工焊接和氧氣切割,無條件時允許手工鋸切割。切割后的管道端面應盡可能垂直于軸向中心線,誤差應控制在90°±0.5°之間。切割管端應平整,重皮等缺陷,切割后應將銳邊倒鈍,并清除鐵屑。
3.管端螺紋應與匹配螺紋的基本尺寸和公差標準一致,加工后無裂紋、凹痕等缺陷。
4、焊縫坡口加工需要焊接的管道的端部必須打開坡口,以增加焊接熔化深度。焊縫坡口過小時,管壁焊接不徹底,管道焊接強度不足;坡口過大時,會造成裂縫、夾渣、焊縫不均勻等缺陷。坡口的加工最好采用坡口機經濟、高效、操作簡單,保證加工質量。
感謝每一位閱讀這篇文章的朋友。您的理解和支持是我們前進的最大動力。如果您認為這篇文章很好,請表揚并分享。非常感謝。欲了解更多信息,請關注微信官方賬號:大蘭液壓系統
-----負責編輯:(大蘭液壓)規劃部