您好,歡迎訪問江蘇麗浮

專注管材成型設(shè)備生產(chǎn)
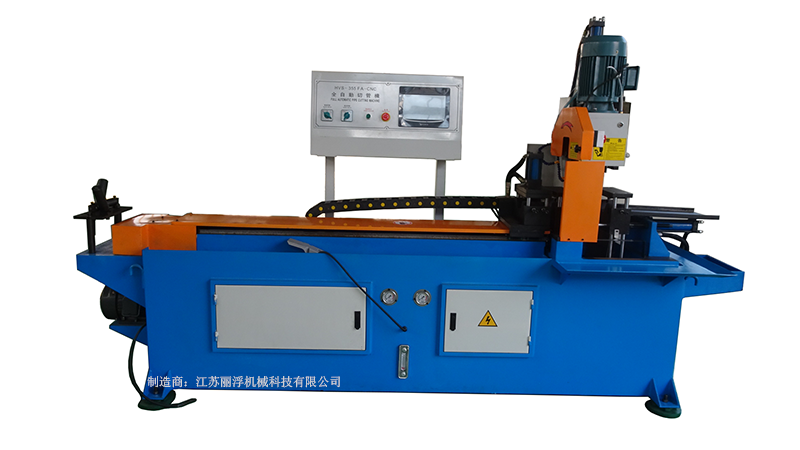
管材加工成型設(shè)備專業(yè)制造商
全國(guó)服務(wù)熱線18796838612
全國(guó)服務(wù)熱線18796838612
如果高了,就會(huì)損壞液壓元件,浪費(fèi)動(dòng)力。 太低會(huì)影響工作; 調(diào)試測(cè)試設(shè)備,進(jìn)入程序調(diào)試模式。 檢查前后位置行程開關(guān)是否正常; 檢查編碼器、Y軸位移傳感器是否正常; 單擊V1(前進(jìn))和V2(后退)開關(guān)。 當(dāng)相應(yīng)電磁閥及電控箱指示燈亮?xí)r,設(shè)備正常; 打開模型,調(diào)出待折彎工件對(duì)應(yīng)的模型程序,點(diǎn)擊運(yùn)行按鈕; 將待彎直的材料裝入彎管機(jī)內(nèi),按下復(fù)位按鈕。 彎管管時(shí)應(yīng)有推管。 注意工件與推管的連接套件; 調(diào)整行程開關(guān)位置,將后退開關(guān)轉(zhuǎn)到指定位置并固定; 按下自動(dòng)按鈕,設(shè)備將按照設(shè)定的程序自動(dòng)彎管; 各種型材應(yīng)使用相應(yīng)的模具,不能混用或錯(cuò)誤使用。 注意一次只能彎管一根型材,不允許兩根或兩根以上型材疊加彎曲,防止損壞設(shè)備和模具; 對(duì)于設(shè)備程序庫中沒有相應(yīng)程序的工件,應(yīng)先編譯該工件相應(yīng)的程序。 將其輸入計(jì)算機(jī),將直料彎曲,然后將彎曲的工件與原型進(jìn)行比較,檢查編程的程序是否正確。 若有誤差,應(yīng)調(diào)整程序,直至彎曲工件與模板無誤差后,方可保存程序。 下次制作此類工件時(shí),可以直接調(diào)用該程序進(jìn)行彎管; 彎腰時(shí)必須集中精神,不要將手或其他物體放入工作區(qū)域。 如遇緊急情況,可按下急停按鈕,然后將旋轉(zhuǎn)開關(guān)旋至手動(dòng)位置,采用手動(dòng)復(fù)位。 出現(xiàn)故障及時(shí)修復(fù); 當(dāng)油溫大于60攝氏度時(shí),應(yīng)停機(jī)冷卻后再開機(jī),以保證機(jī)器正常運(yùn)轉(zhuǎn); 計(jì)算機(jī)的工作溫度在0-38攝氏度之間。 如果室內(nèi)溫度低于或高于此溫度時(shí),應(yīng)增加相應(yīng)的措施來保證; 4.2.12工作完畢后,切斷電源,做好清潔、潤(rùn)滑工作。
設(shè)備維護(hù)與保養(yǎng):床身滑動(dòng)導(dǎo)軌應(yīng)保持清潔,避免嚴(yán)重污染。 導(dǎo)軌應(yīng)經(jīng)常涂抹潤(rùn)滑油; 壓輥表面應(yīng)保持良好潤(rùn)滑,每運(yùn)行8小時(shí)應(yīng)向壓輥油孔添加黃油或機(jī)油。 一次; 液壓系統(tǒng)油箱內(nèi)的油液應(yīng)保持清潔,首次運(yùn)行后500小時(shí)左右應(yīng)清洗精濾油器一次; 此后每運(yùn)行2000小時(shí)應(yīng)清洗精濾油器一次,運(yùn)行8000小時(shí)后應(yīng)更換油,并清洗粗濾器、油網(wǎng)和油箱; 液壓系統(tǒng)各部件表面應(yīng)保持清潔; 數(shù)控系統(tǒng)各部件的電腦鍵盤、顯示器、驅(qū)動(dòng)器、放大器、集成電路、傳感器等應(yīng)保持清潔,并應(yīng)在上午和下午下班后進(jìn)行清潔; 雨季過后或長(zhǎng)時(shí)間閑置后應(yīng)清洗機(jī)床,開機(jī)前需拔掉所有連接器和電腦卡,用工業(yè)酒精擦洗,干燥后重新安裝。 5、參考文件《YXGWK-100-2數(shù)控液壓彎管機(jī)》和《YXGWJK系列彎管機(jī)檢查維護(hù)說明書》 6、無記錄 7、其他 本操作規(guī)程自2012年9月10日起執(zhí)行
熱線電話:18796838612
聯(lián)系人:朱經(jīng)理
手機(jī):18796838612
郵箱:1044463515@qq.com
地址:江蘇省蘇州市張家港東萊華宇路28號(hào)

如需設(shè)備詳細(xì)資料 請(qǐng)聯(lián)系銷售經(jīng)理
朱經(jīng)理:187-9683-8612(同微信)
我們將給您發(fā)送詳細(xì)的設(shè)備資料和報(bào)價(jià)!
×