您好,歡迎訪問江蘇麗浮

專注管材成型設(shè)備生產(chǎn)
管材加工成型設(shè)備專業(yè)制造商
全國服務(wù)熱線18796838612
全國服務(wù)熱線18796838612
1.本發(fā)明涉及到零件加工技術(shù)領(lǐng)域,尤其涉及到一種全伺服機器人彎管機。
背景技術(shù):
2.彎管加工成形是管材塑性加工領(lǐng)域中常用的加工工藝之一,它是通過一定的型材加工成型方式將其加工成特定彎曲直徑、彎曲角度和形狀的彎曲零件,在船舶制造、家具、橋梁、汽車行業(yè)等領(lǐng)域,彎管質(zhì)量直接影響著產(chǎn)品的安全性、穩(wěn)定性和可靠性。
3.目前彎管加工設(shè)備大部份采用數(shù)控彎管機或油壓彎管機進行彎管折邊,上下料采用人工輔助進行,上下道工序不能完全實現(xiàn)手動化,這樣的加工工藝生產(chǎn)效率低、所需人工成本較高,不利于彎管全手動化生產(chǎn)改建。
技術(shù)實現(xiàn)要素:
4.本發(fā)明的目的在于提供一種全伺服機器人彎管機,用于解決上述技術(shù)問題。
5.本發(fā)明采用的技術(shù)方案如下:
6.一種全伺服機器人彎管機,包括安裝座以及設(shè)于安裝座上的彎管轉(zhuǎn)臂模塊、主夾模塊、導(dǎo)夾模塊、導(dǎo)夾隨動模塊和彎管磨具,其中,所述主夾模塊安裝在所述彎管轉(zhuǎn)臂模塊上,且所述彎管轉(zhuǎn)臂模塊可驅(qū)動所述主夾模塊繞z軸方向旋轉(zhuǎn),所述主夾模塊上設(shè)有主夾磨具,所述導(dǎo)夾模塊上設(shè)有導(dǎo)夾磨具,所述主夾磨具和所述導(dǎo)夾磨具分別與所述彎管磨具聯(lián)接,且所述主夾磨具和所述導(dǎo)夾磨具分別用于所述彎管磨具y方向的夾緊固定,所述導(dǎo)夾隨動模塊與所述導(dǎo)夾磨具聯(lián)接,用于控制所述導(dǎo)夾磨具沿x方向運動。
7.作為優(yōu)選,所述彎管轉(zhuǎn)臂模塊包括彎管馬達、第一減速機、第一過渡法蘭和第一旋轉(zhuǎn)軸,所述彎管馬達設(shè)于所述安裝座的下端,且所述彎管馬達的左端通過所述第一過渡法蘭與所述第一減速機聯(lián)接,所述安裝座的上端設(shè)有所述第一旋轉(zhuǎn)軸,且所述第一旋轉(zhuǎn)軸的一端與所述第一減速機聯(lián)接,所述主夾模塊安裝在所述第一旋轉(zhuǎn)軸上。
8.作為進一步的優(yōu)選,還包括第二過渡法蘭,所述第二過渡法蘭設(shè)于所述第一旋轉(zhuǎn)軸上,且所述第二過渡法蘭坐落所述主夾模塊的兩側(cè),所述第一旋轉(zhuǎn)軸的另一端與所述彎管磨具聯(lián)接。
9.作為優(yōu)選,所述主夾模塊包括:
10.第一夾緊馬達;
11.第二減速機,所述第二減速機與所述第一夾緊馬達驅(qū)動聯(lián)接;
12.第二旋轉(zhuǎn)軸,所述第二旋轉(zhuǎn)軸的一端與所述第二減速機聯(lián)接;
13.第一螺栓,所述絲杠的一端與所述第二旋轉(zhuǎn)軸傳動聯(lián)接;
14.第一滑塊,所述第一滑塊設(shè)于所述第一螺栓上,所述主夾磨具與所述第一滑塊聯(lián)接。
15.作為進一步的優(yōu)選,還包括第一蝸桿和第二蝸桿,所述第一蝸桿與所述旋轉(zhuǎn)軸聯(lián)接,所述第二蝸桿與所述第一螺栓的一端聯(lián)接,所述第一蝸桿與所述第二蝸桿漸開線。
16.作為優(yōu)選,所述第一夾緊馬達和所述第二減速機設(shè)于所述安裝座的下端,所述第二旋轉(zhuǎn)軸、所述第一螺栓以及所述第一滑塊分別坐落所述安裝座的上端。
17.作為優(yōu)選,所述導(dǎo)夾模塊包括第二夾緊馬達、第三減速機、第三旋轉(zhuǎn)軸、第一皮帶輪、第二皮帶輪、皮帶、第二螺栓和第二滑塊,所述第二夾緊馬達與所述第三減速機聯(lián)接,且所述第二夾緊馬達以及所述第三減速機均設(shè)于所述安裝座的下端,所述第三旋轉(zhuǎn)軸設(shè)于所述安裝座的上端,且所述第三旋轉(zhuǎn)軸的一端與所述第三減速機聯(lián)接,所述第三旋轉(zhuǎn)軸上設(shè)有所述第一皮帶輪,所述第二螺栓上設(shè)有第二皮帶輪,且所述皮帶聯(lián)接所述第一皮帶輪和所述第二皮帶輪,所述第二螺栓上設(shè)有所述第二滑塊,所述第二滑塊與所述導(dǎo)夾磨具聯(lián)接。
18.作為優(yōu)選,還包括機器人聯(lián)接法蘭,所述安裝座的右側(cè)設(shè)有所述機器人聯(lián)接法蘭,所述機器人聯(lián)接法蘭用于將所述安裝座和機器人聯(lián)接。
19.作為優(yōu)選,所述導(dǎo)夾隨動模塊包括設(shè)于所述安裝座上端驅(qū)動馬達,所述驅(qū)動馬達用于驅(qū)動所述導(dǎo)夾磨具沿x方向運動。上述技術(shù)方案具有如下優(yōu)點或有益療效:
20.本發(fā)明中的彎管機伺服彎管機,可配合機器人完成彎管折邊,采用伺服馬達進行彎管夾緊、折彎以及彎管時追隨,可實現(xiàn)高精度彎管;采用機器人手持彎管機即可實現(xiàn)管材上料、彎管、下料等多道工序,極大地增強了彎管手動化程度,有利于彎管手動化產(chǎn)線升級改建;其次所有伺服馬達控制都可通過機器人進行控制,高度集成了機器人和彎管機頭,建立了機器人彎管工藝。
附圖說明
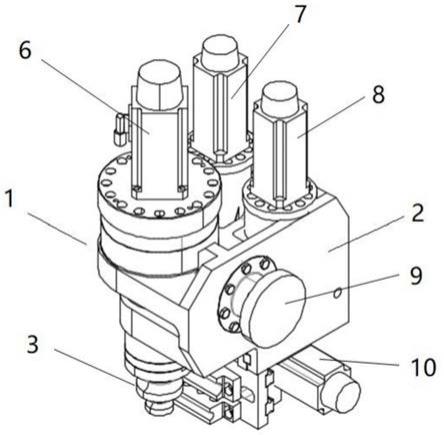
21.圖1是本發(fā)明中全伺服機器人彎管機的結(jié)構(gòu)示意圖;
22.圖2是本發(fā)明中彎管轉(zhuǎn)臂模塊的結(jié)構(gòu)示意圖;
23.圖3是本發(fā)明中主夾模塊的結(jié)構(gòu)示意圖;
24.圖4是本發(fā)明中導(dǎo)夾模塊的結(jié)構(gòu)示意圖;
25.圖5是本發(fā)明中彎管磨具的結(jié)構(gòu)示意圖;
26.圖6為機器人手動化彎管工作站的結(jié)構(gòu)示意圖;
27.圖7為本發(fā)明全伺服機器人彎管機應(yīng)用狀態(tài)示意圖。
28.圖中:1、全伺服機器人彎管機;2、安裝座;3、彎管磨具;4、主夾磨具;5、導(dǎo)夾磨具;6、彎管馬達;601、第一減速機;602、第一過渡法蘭;603、第一旋轉(zhuǎn)軸;604、第二過渡法蘭;7、第一夾緊馬達;701、第二減速機;702、第二旋轉(zhuǎn)軸;703、第一螺栓;704、第一滑塊;705、第一蝸桿;706、第二蝸桿;8、第二夾緊馬達;801、第三減速機;802、第三旋轉(zhuǎn)軸;803、第一皮帶輪;804、第二皮帶輪;805、皮帶;806、第二螺栓;807、第二滑塊;9、機器人聯(lián)接法蘭;10、驅(qū)動馬達;11、底座;12、控制柜;13、自動上料機;14、彎管機器人;15、下料架;16、旋轉(zhuǎn)夾持器;17、主夾模塊;18、管件輔助支撐機構(gòu);19、管件輔助支撐機構(gòu)柜;20、機器人滑軌。
具體施行方法
29.下邊將結(jié)合附圖對本發(fā)明的技術(shù)方案進行清楚、完整地描述,其實,所描述的施行例是本發(fā)明一部份施行例,而不是全部的施行例。基于本發(fā)明中的施行例,本領(lǐng)域普通技術(shù)人員在沒有作出創(chuàng)造性勞動前提下所獲得的所有其他施行例,都屬于本發(fā)明保護的范圍。
30.在本發(fā)明的描述中,須要說明的是,如出現(xiàn)術(shù)語“中心”、“上”、“下”、“左”、“右”、
“
豎直”、“水平”、“內(nèi)”、“外”等,其所指示的方位或位置關(guān)系為基于附圖所示的方位或位置關(guān)系,僅是為了易于描述本發(fā)明和簡化描述,而不是指示或暗示所指的裝置或器件必須具有特定的方位、以特定的方位構(gòu)造和操作,因而不能理解為對本發(fā)明的限制。據(jù)悉,如出現(xiàn)術(shù)語“第一”、“第二”、“第三”僅用于描述目的,而不能理解為指示或暗示相對重要性。
31.在本發(fā)明的描述中,須要說明的是,除非另有明晰的規(guī)定和限定,如出現(xiàn)術(shù)語“安裝”、“相連”、“連接”應(yīng)做廣義理解,比如,可以是固定聯(lián)接,也可以是可拆卸聯(lián)接,或一體地聯(lián)接;可以是機械聯(lián)接,也可以是電聯(lián)接;可以是直接相連,也可以通過中間媒介間接相連,可以是兩個元件內(nèi)部的連通。對于本領(lǐng)域的普通技術(shù)人員而言,可以具體情況理解上述術(shù)語在本發(fā)明中的具體含意。
32.圖1是本發(fā)明中全伺服機器人彎管機的結(jié)構(gòu)示意圖;圖2是本發(fā)明中彎管轉(zhuǎn)臂模塊的結(jié)構(gòu)示意圖;圖3是本發(fā)明中主夾模塊的結(jié)構(gòu)示意圖;圖4是本發(fā)明中導(dǎo)夾模塊的結(jié)構(gòu)示意圖;圖5是本發(fā)明中彎管磨具的結(jié)構(gòu)示意圖;
33.圖6中為機器人手動化彎管工作站的結(jié)構(gòu)示意圖,請參見圖1至圖6所示,示出了一種較佳的施行例,示出的一種全伺服機器人彎管機1,包括安裝座2以及設(shè)于安裝座2上的彎管轉(zhuǎn)臂模塊、主夾模塊17、導(dǎo)夾模塊、導(dǎo)夾隨動模塊和彎管磨具3,其中,主夾模塊17安裝在彎管轉(zhuǎn)臂模塊上,且彎管轉(zhuǎn)臂模塊可驅(qū)動主夾模塊17繞z軸方向旋轉(zhuǎn),主夾模塊17上設(shè)有主夾磨具4,導(dǎo)夾模塊上設(shè)有導(dǎo)夾磨具5,主夾磨具4和導(dǎo)夾磨具5分別與彎管磨具3聯(lián)接,且主夾磨具4和導(dǎo)夾磨具5分別用于彎管磨具3y方向的夾緊固定,導(dǎo)夾隨動模塊與導(dǎo)夾磨具4聯(lián)接伺服彎管機,用于控制導(dǎo)夾磨具5沿x方向運動。本施行例中,如圖1所示,彎管轉(zhuǎn)臂模塊用于驅(qū)動主夾模塊17繞z軸方向旋轉(zhuǎn),實現(xiàn)彎管動作,而主夾模塊17用于控制主夾磨具4對彎管磨具3進行夾緊固定,導(dǎo)夾模塊用于控制導(dǎo)夾磨具5夾緊固定彎管磨具3,彎管磨具3用于聯(lián)接彎管。當彎管磨具3在旋轉(zhuǎn)時,導(dǎo)夾隨動模塊可用于驅(qū)動導(dǎo)夾磨具5進行x方向隨動運動。本施行例中,主夾磨具4可以隨著主夾模塊17一起圍繞z軸方向旋轉(zhuǎn)。本施行例中的彎管機用于安裝在機器人的肩膀上,通過機器人進行控制。本施行例中的主夾磨具4和導(dǎo)夾磨具5均安裝在安裝座2的上端。
34.進一步,作為一種較佳的施行方法,彎管轉(zhuǎn)臂模塊包括彎管馬達6、第一減速機601、第一過渡法蘭602和第一旋轉(zhuǎn)軸603,彎管馬達6設(shè)于安裝座2的下端,且彎管馬達6的左端通過第一過渡法蘭602與第一減速機601聯(lián)接,安裝座2的上端設(shè)有第一旋轉(zhuǎn)軸603,且第一旋轉(zhuǎn)軸603的一端與第一減速機601聯(lián)接,主夾模塊17安裝在第一旋轉(zhuǎn)軸603上。本施行例中,彎管馬達6的輸出軸通過第一減速機601進行減速后并控制第一旋轉(zhuǎn)軸603進行旋轉(zhuǎn),第一減速機601的設(shè)置可以促使第一旋轉(zhuǎn)軸603的怠速愈發(fā)穩(wěn)定,第一旋轉(zhuǎn)軸603用于控制主夾模塊17旋轉(zhuǎn)。
35.進一步,作為一種較佳的施行方法,還包括第二過渡法蘭604,第二過渡法蘭604設(shè)于第一旋轉(zhuǎn)軸603上,且第二過渡法蘭604坐落主夾模塊17的外側(cè),第一旋轉(zhuǎn)軸603的另一端與彎管磨具3聯(lián)接。本施行例中,第一旋轉(zhuǎn)軸603在旋轉(zhuǎn)時,彎管磨具3也跟著旋轉(zhuǎn),其中彎管磨具3與第一旋轉(zhuǎn)軸603之間通過第二過渡法蘭604進行聯(lián)接,設(shè)置的第二過渡法蘭604才能以便彎管磨具3的安裝和拆卸。
36.進一步,作為一種較佳的施行方法,主夾模塊17包括:
37.第一夾緊馬達7;
38.第二減速機701,第二減速機701與第一夾緊馬達7驅(qū)動聯(lián)接;
39.第二旋轉(zhuǎn)軸702,第二旋轉(zhuǎn)軸702的一端與第二減速機701聯(lián)接;
40.第一螺栓703,蝸桿的一端與第二旋轉(zhuǎn)軸702傳動聯(lián)接;
41.第一滑塊704,第一滑塊704設(shè)于第一螺栓703上,主夾磨具4與第一滑塊704聯(lián)接。本施行例中,第一夾緊馬達7的輸出軸通過第二減速機701減速后驅(qū)動第一螺栓703轉(zhuǎn)動,致使第一滑塊704在第一螺栓703上滑動,而第一滑塊704會推動主夾磨具4進行收縮,使得主夾磨具4夾緊或握住彎管磨具3。
42.進一步,作為一種較佳的施行方法,還包括第一蝸桿705和第二蝸桿706,第一蝸桿705與旋轉(zhuǎn)軸聯(lián)接,第二蝸桿706與第一螺栓703的一端聯(lián)接,第一蝸桿705與第二蝸桿706漸開線。本施行例中,主夾模塊17中的旋轉(zhuǎn)軸與旋轉(zhuǎn)軸之間通過蝸桿傳動的方法進行聯(lián)接,也可以通過導(dǎo)夾模塊中的皮帶傳動的方法進行聯(lián)接。
43.進一步,作為一種較佳的施行方法,第一夾緊馬達7和第二減速機701設(shè)于安裝座2的下端,第二旋轉(zhuǎn)軸702、第一螺栓703以及第一滑塊704分別坐落安裝座2的上端。本施行例中,如圖1所示,第一夾緊馬達7坐落第二減速機701的下端,第二減速機701與安裝座2聯(lián)接固定。
44.進一步,作為一種較佳的施行方法,導(dǎo)夾模塊包括第二夾緊馬達8、第三減速機801、第三旋轉(zhuǎn)軸802、第一皮帶輪803、第二皮帶輪804、皮帶805、第二螺栓806和第二滑塊807,第二夾緊馬達8與第三減速機801聯(lián)接,且第二夾緊馬達8以及第三減速機801均設(shè)于安裝座2的下端,第三旋轉(zhuǎn)軸802設(shè)于安裝座2的上端,且第三旋轉(zhuǎn)軸802的一端與第三減速機801聯(lián)接,第三旋轉(zhuǎn)軸802上設(shè)有第一皮帶輪803,第二螺栓806上設(shè)有第二皮帶輪804,且皮帶805聯(lián)接第一皮帶輪803和第二皮帶輪804,第二螺栓806上設(shè)有第二滑塊807,第二滑塊807與導(dǎo)夾磨具5聯(lián)接。本施行例中,第二夾緊馬達8第三旋轉(zhuǎn)軸802旋轉(zhuǎn),第三旋轉(zhuǎn)軸802推動第一皮帶輪803轉(zhuǎn)動,第一皮帶輪803通過皮帶805推動第二皮帶輪804轉(zhuǎn)動,致使第二皮帶輪804推動第二螺栓806旋轉(zhuǎn),而第二滑塊807在第二螺栓806的轉(zhuǎn)動下實現(xiàn)沿第二螺栓806的軸向方向滑動,進而控制導(dǎo)夾磨具5夾緊或握住彎管磨具3。本施行例中的第三旋轉(zhuǎn)軸802與第二螺栓806之間通過皮帶傳動的方法進行聯(lián)接,也可以通過主夾模塊17中的蝸桿傳動的方法進行聯(lián)接。
45.進一步,作為一種較佳的施行方法,還包括機器人聯(lián)接法蘭9,安裝座2的兩側(cè)設(shè)有機器人聯(lián)接法蘭9,機器人聯(lián)接法蘭9用于將安裝座2和機器人聯(lián)接。
46.進一步,作為一種較佳的施行方法,導(dǎo)夾隨動模塊包括設(shè)于安裝座2上端驅(qū)動馬達10,驅(qū)動馬達10用于驅(qū)動導(dǎo)夾磨具5沿x方向運動。本施行例中的彎管馬達6、第一夾緊馬達7、第二夾緊馬達8和驅(qū)動馬達10均采用伺服馬達,且所有的伺服馬達均由機器人示教器直接控制,而驅(qū)動馬達10也可以采用汽缸、油缸進行替代。本施行例中的第一夾緊馬達7和第二夾緊馬達8均可進行正轉(zhuǎn)和反轉(zhuǎn),實現(xiàn)第一滑塊704以及第二滑塊807的來回滑動。本施行例中的彎管磨具3為多層磨具,此處采用的是單層磨具,分別對應(yīng)不同管材和不同彎曲直徑,具體的如圖5所示。在彎管的過程中,彎管磨具3旋轉(zhuǎn),驅(qū)動馬達10驅(qū)動導(dǎo)夾磨具5沿x方向跟著運動。彎管結(jié)束后,驅(qū)動馬達10驅(qū)動導(dǎo)夾磨具5回歸原位。本施行例中的驅(qū)動馬達10可以替換成汽缸或油缸的方法進行驅(qū)動。
47.本發(fā)明的彎管的過程包括:
48.步驟一:機器人(彎管機器人14)手持全伺服機器人彎管機1,機器人控制主夾模塊17中第一夾緊馬達7控制主夾磨具4進行夾緊管材,完成管材抓取。并將管材放置于旋轉(zhuǎn)夾持器16中。
49.步驟二:機器人控制主夾模塊17中第一夾緊馬達7驅(qū)動主夾磨具4抬起,控制導(dǎo)夾模塊中第二夾緊馬達8驅(qū)動導(dǎo)夾磨具5進行夾緊管材,此時不用完全夾緊管材,讓管材處于半夾狀態(tài),可以在彎管磨具3中進行旋轉(zhuǎn)和聯(lián)通。
50.步驟三:機器人手持全伺服機器人彎管機1聯(lián)通到管材第一個彎點處,機器人控制主夾磨具4夾緊彎管磨具3,導(dǎo)夾磨具5夾緊彎管磨具3,此時管材完全被夾緊。機器人控制彎管馬達6使主夾模塊17和彎管磨具3整體進行旋轉(zhuǎn),同時機器人控制驅(qū)動馬達10使導(dǎo)夾磨具5沿x方向跟著運動,將管材彎曲到所需角度。
51.步驟四:機器人控制第二夾緊馬達8抬起導(dǎo)夾磨具5,并使導(dǎo)夾磨具5退回至原位,控制第一夾緊馬達7抬起主夾磨具4。此時的彎管機抬起管材,機器人控制彎管馬達6將主夾模塊17退回零值。
52.步驟五:機器人手持全伺服機器人彎管機1聯(lián)通至管材下一彎曲點位,重復(fù)步驟三和步驟四完成管材其它彎點彎管。彎管完成后,彎管馬達6回零值,第一夾緊馬達7驅(qū)動主夾磨具4夾緊,第二夾緊馬達8驅(qū)動導(dǎo)夾磨具5夾緊。旋轉(zhuǎn)夾持器16抬起,機器人夾持管材進行下料,將彎管完成后管材抓取至下料架15。
53.以上所述僅為本技術(shù)較佳的施行例,并非為此限制本技術(shù)的保護范圍及施行方法。
54.本技術(shù)在上述較佳的施行例的基礎(chǔ)上還具有如下施行方法:
55.如圖6所示,圖6中為機器人手動化彎管工作站的示意圖,該機器人手動化彎管工作站包括基座11和設(shè)于基座11上的控制柜12,控制柜12的右側(cè)設(shè)有手動上料機13,手動上料機13的右側(cè)設(shè)有彎管機器人14,彎管機器人14的肩膀上設(shè)有全伺服機器人彎管機1,彎管機器人14遠離手動上料機13的兩側(cè)設(shè)有下料架15,彎管機器人14的兩側(cè)還設(shè)有旋轉(zhuǎn)夾持器16。本施行例中的控制柜12用于控制手動上料機13、自動上料機13和全伺服機器人彎管機1。
56.如圖7所示,圖7顯示的是本技術(shù)中的全伺服機器人彎管機應(yīng)用在機器人的情境。其包括彎管機器人14、全伺服機器人彎管機1、旋轉(zhuǎn)夾持器16、管件輔助支撐機構(gòu)18、管件輔助支撐機構(gòu)柜19和機器人滑軌20,其中,彎管機器人14設(shè)置在機器人滑軌20上,可以在機器人滑軌20上滑動,而全伺服機器人彎管機1設(shè)置在彎管機器人14的機械右手上,在機器人滑軌20的左邊沿機器人滑軌20的寬度方向設(shè)有兩個管材輔助支撐機構(gòu)柜19,每一個管材輔助支撐機構(gòu)柜19的一端分別設(shè)有一個管材輔助支撐機構(gòu)18,兩個管材輔助支撐機構(gòu)柜19之間設(shè)有一個旋轉(zhuǎn)夾持器16。管材輔助支撐機構(gòu)柜19用于控制管材輔助支撐機構(gòu)18。而管材輔助支撐機構(gòu)18用于支撐管材,旋轉(zhuǎn)夾持器16用于夾持管材。
57.以上所述僅為本發(fā)明較佳的施行例,并非為此限制本發(fā)明的施行方法及保護范圍,對于本領(lǐng)域技術(shù)人員而言,應(yīng)該就能意識到凡運用本發(fā)明說明書及圖示內(nèi)容所做出的等同替換和顯而易見的變化所得到的方案,均應(yīng)該包含在本發(fā)明的保護范圍內(nèi)。
技術(shù)特點:
1.一種全伺服機器人彎管機,其特點在于,包括安裝座以及設(shè)于安裝座上的彎管轉(zhuǎn)臂模塊、主夾模塊、導(dǎo)夾模塊、導(dǎo)夾隨動模塊和彎管磨具,其中,所述主夾模塊安裝在所述彎管轉(zhuǎn)臂模塊上,且所述彎管轉(zhuǎn)臂模塊可驅(qū)動所述主夾模塊繞z軸方向旋轉(zhuǎn),所述主夾模塊上設(shè)有主夾磨具,所述導(dǎo)夾模塊上設(shè)有導(dǎo)夾磨具,所述主夾磨具和所述導(dǎo)夾磨具分別與所述彎管磨具聯(lián)接,且所述主夾磨具和所述導(dǎo)夾磨具分別用于所述彎管磨具y方向的夾緊固定,所述導(dǎo)夾隨動模塊與所述導(dǎo)夾磨具聯(lián)接,用于控制所述導(dǎo)夾磨具沿x方向運動。2.如權(quán)力要求1所述的全伺服機器人彎管機,其特點在于,所述彎管轉(zhuǎn)臂模塊包括彎管馬達、第一減速機、第一過渡法蘭和第一旋轉(zhuǎn)軸,所述彎管馬達設(shè)于所述安裝座的下端,且所述彎管馬達的左端通過所述第一過渡法蘭與所述第一減速機聯(lián)接,所述安裝座的上端設(shè)有所述第一旋轉(zhuǎn)軸,且所述第一旋轉(zhuǎn)軸的一端與所述第一減速機聯(lián)接,所述主夾模塊安裝在所述第一旋轉(zhuǎn)軸上。3.如權(quán)力要求2所述的全伺服機器人彎管機,其特點在于,還包括第二過渡法蘭,所述第二過渡法蘭設(shè)于所述第一旋轉(zhuǎn)軸上,且所述第二過渡法蘭坐落所述主夾模塊的兩側(cè),所述第一旋轉(zhuǎn)軸的另一端與所述彎管磨具聯(lián)接。4.如權(quán)力要求1所述的全伺服機器人彎管機,其特點在于,所述主夾模塊包括:第一夾緊馬達;第二減速機,所述第二減速機與所述第一夾緊馬達驅(qū)動聯(lián)接;第二旋轉(zhuǎn)軸,所述第二旋轉(zhuǎn)軸的一端與所述第二減速機聯(lián)接;第一螺栓,所述絲杠的一端與所述第二旋轉(zhuǎn)軸傳動聯(lián)接;第一滑塊,所述第一滑塊設(shè)于所述第一螺栓上,所述主夾磨具與所述第一滑塊聯(lián)接。
5.如權(quán)力要求4所述的全伺服機器人彎管機,其特點在于,還包括第一蝸桿和第二蝸桿,所述第一蝸桿與所述旋轉(zhuǎn)軸聯(lián)接,所述第二蝸桿與所述第一螺栓的一端聯(lián)接,所述第一蝸桿與所述第二蝸桿漸開線。6.如權(quán)力要求4所述的全伺服機器人彎管機,其特點在于,所述第一夾緊馬達和所述第二減速機設(shè)于所述安裝座的下端,所述第二旋轉(zhuǎn)軸、所述第一螺栓以及所述第一滑塊分別坐落所述安裝座的上端。7.如權(quán)力要求1所述的全伺服機器人彎管機,其特點在于,所述導(dǎo)夾模塊包括第二夾緊馬達、第三減速機、第三旋轉(zhuǎn)軸、第一皮帶輪、第二皮帶輪、皮帶、第二螺栓和第二滑塊,所述第二夾緊馬達與所述第三減速機聯(lián)接,且所述第二夾緊馬達以及所述第三減速機均設(shè)于所述安裝座的下端,所述第三旋轉(zhuǎn)軸設(shè)于所述安裝座的上端,且所述第三旋轉(zhuǎn)軸的一端與所述第三減速機聯(lián)接,所述第三旋轉(zhuǎn)軸上設(shè)有所述第一皮帶輪,所述第二螺栓上設(shè)有第二皮帶輪,且所述皮帶聯(lián)接所述第一皮帶輪和所述第二皮帶輪,所述第二螺栓上設(shè)有所述第二滑塊,所述第二滑塊與所述導(dǎo)夾磨具聯(lián)接。8.如權(quán)力要求1所述的全伺服機器人彎管機,其特點在于,還包括機器人聯(lián)接法蘭,所述安裝座的右側(cè)設(shè)有所述機器人聯(lián)接法蘭,所述機器人聯(lián)接法蘭用于將所述安裝座和機器人聯(lián)接。9.如權(quán)力要求1所述的全伺服機器人彎管機,其特點在于,所述導(dǎo)夾隨動模塊包括設(shè)于所述安裝座上端驅(qū)動馬達,所述驅(qū)動馬達用于驅(qū)動所述導(dǎo)夾磨具沿x方向運動。
技術(shù)總結(jié)
本發(fā)明公開了一種全伺服機器人彎管機,涉及到零件加工技術(shù)領(lǐng)域,包括安裝座以及設(shè)于安裝座上的彎管轉(zhuǎn)臂模塊、主夾模塊、導(dǎo)夾模塊、導(dǎo)夾隨動模塊和彎管磨具,其中,主夾模塊安裝在彎管轉(zhuǎn)臂模塊上,且彎管轉(zhuǎn)臂模塊可驅(qū)動主夾模塊繞Z軸方向旋轉(zhuǎn),主夾模塊上設(shè)有主夾磨具,導(dǎo)夾模塊上設(shè)有導(dǎo)夾磨具,主夾磨具和導(dǎo)夾磨具分別與彎管磨具聯(lián)接,且主夾磨具和導(dǎo)夾磨具分別用于彎管磨具Y方向的夾緊固定,導(dǎo)夾隨動模塊與導(dǎo)夾磨具聯(lián)接,用于控制導(dǎo)夾磨具沿X方向運動。本發(fā)明中的彎管機,可配合機器人完成彎管折邊,采用伺服馬達進行彎管夾緊、折彎以及彎管時追隨,可實現(xiàn)高精度彎管。可實現(xiàn)高精度彎管。可實現(xiàn)高精度彎管。
技術(shù)研制人員:李聰黃萬永劉坤吳鈺屾周兵王財先
受保護的技術(shù)使用者:
技術(shù)研制日:2021.08.02
技術(shù)公布日:2021/11/30
熱線電話:18796838612
聯(lián)系人:朱經(jīng)理
手機:18796838612
郵箱:1044463515@qq.com
地址:江蘇省蘇州市張家港東萊華宇路28號

如需設(shè)備詳細資料 請聯(lián)系銷售經(jīng)理
朱經(jīng)理:187-9683-8612(同微信)
我們將給您發(fā)送詳細的設(shè)備資料和報價!
×